Rifling Types
According to most sources barrel rifling was invented near the end of the fifteenth century in Augsburg, Germany. For nearly two centuries rifling was uncommon and not found on every rifle. And in fact, rifling did not become commonplace until the nineteenth century. (Wikipedia and other sources)
During the American war for independence, most military rifles involved were smoothbores with an effective range of a bit over 50 yards, but the militias – the citizen army made up of ordinary people and many frontiersmen – used much finer rifles with rifled bores that were capable of effective ranges reaching out several hundred yards. These were "long rifles" or "Kentucky rifles" as they are most often called.
Rifling is the process of creating grooves inside the bore of a rifle, pistol and some shotguns. These grooves cause the projectile to spin as it moves down the barrel and exits the muzzle. The spinning of the bullet imparts a greatly increased amount of bullet stability which significantly increases accuracy. Before rifling, the accuracy of smoothbore rifles and pistols was greatly limited.
- The Browning X-Bolt, AB3, T-Bolt and Browning .22 caliber pistols and .22 rifles are button-rifled.
- The Browning BAR features a hammer forged barrel.
(Usually the type of rifling used on the barrels of your firearm will be indicated with the product family.)
In general, rifling is created in one of the following ways:
- Single Point Cut — This involves cutting the grooves one at a time with a machine cutting tool pulled through the barrel. This process is no longer common.
- Broached Rifling — This is done by cutting all grooves in a single pass using a special broaching bit with cutters that is inserted in the bore and pulled through.
- Button Rifling — This is a common and precise form of rifling. It is done using a tool referred to as a "button." The button has the shape of the rifling on the tool in reverse to how it will form in the bore. So, when the button is pushed (or pulled) down the rifle bore it forces rifling into the steel. This is often excellent rifling since it presses and forms the steel, improving its qualities, while imparting very sharp, clean, effective rifling.
- Hammer Forged Rifling — This is done by inserting a barrel length mandrel into the bore which also contains a reverse image of the rifling. Massive hammer tools forge the barrel steel over the mandrel, forcing the rifling into the bore. This is also an excellent type of rifling since it improves the qualities of the steel in the bore. Because of the extreme hammering, the barrel is shaped and polished after the rifling process. Hammer forges are impressive and massive machines.
- Flow formed Rifling — This is uncommon, specialized process using a mandrel and rollers under extreme pressure. It is used on barrels made with special materials and involves flow forming the barrel over a mandrel containing a reverse image of the rifling to create the grooves. This is used in some military applications.
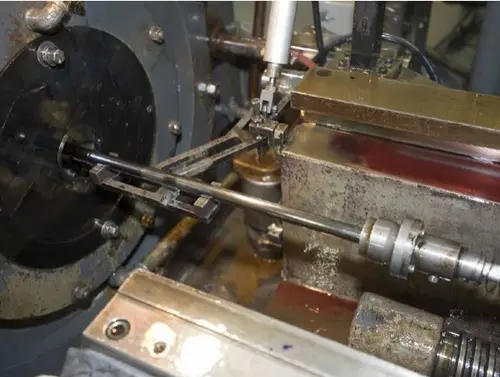
This image show a barrel blank that is moving into the end of the hammer forge machine. Tons of pressure is applied by the hammers.. This is a very noisy machine.